Equipement électrique pour scieries
 Dans les scieries, l'équipement principal pour couper le bois rond en planches, poutres et autres assortiments est l'équipement principal des scieries.
Dans les scieries, l'équipement principal pour couper le bois rond en planches, poutres et autres assortiments est l'équipement principal des scieries.
Le bâti de scie est une machine à scies multiples avec les scies tendues dans un cadre rigide. Les scieries verticales sont fabriquées en simple et double étage, ouvertures étroites et larges, avec jogging et alimentation continue. Les derniers châssis de scierie ont entre trois et six moteurs électriques. Vitesse de rotation du vilebrequin — de 200 à 600 min–1, l'entraînement est assuré par un moteur asynchrone à rotor bobiné, et parfois par un moteur à rotor à cage d'écureuil.
Sur le châssis de la scie (Fig. 1), des bûches d'une longueur de 3,2 à 9 m et d'un diamètre de 65 cm sont coupées dans la coupe du front. Le cadre en fonte du cadre se compose de deux pieds et de parois latérales reliées entre elles par des liaisons transversales.
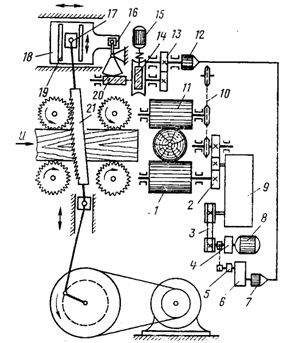
Riz. 1. Schéma cinématique du châssis de la scierie
Le châssis de la scierie est monté sur une plaque de base. Un vilebrequin avec deux volants et une poulie motrice tourne dans deux paliers principaux montés sur une plaque.La bielle de la poutre en I est reliée à la tête inférieure à l'axe de vilebrequin par un roulement à rouleaux, et la tête supérieure est reliée à l'axe par l'intermédiaire de la traverse inférieure du cadre de scie à travers le roulement à aiguilles.
Les traverses inférieure et supérieure du châssis de la scie sont reliées par des supports tubulaires ronds. Les patins en textolite avec goupilles sur les traverses du châssis de la scie sont reliés par des roulements à rouleaux coniques.
La conception du châssis de la scie permet l'utilisation d'un tendeur hydraulique. De ses huit guides, quatre sont prismatiques et quatre sont plats, qui sont fixés par paires à des plaques en fonte montées sur le lit. Les plaques de guidage supérieures sont montées sur une glissière et sont déplacées par le mécanisme d'inclinaison du châssis de la scie, en fonction de la taille de la parcelle Δ.
L'entraînement individuel du mécanisme d'alimentation à quatre rouleaux, composé d'un entraînement à thyristor, assure un réglage en douceur de la vitesse d'alimentation des grumes. Le couple est transmis aux rouleaux inférieurs 1 depuis le moteur 8 via un électroaimant, un embrayage électromagnétique 4, une transmission par courroie 3, une boîte de vitesses 9 et des engrenages 2. Les rouleaux supérieurs 11 tournent via une chaîne à rouleaux 10.
La taille des colis est ajustée en changeant le coulisseau de l'embrayage électromagnétique 4, effectué en tournant le cadran du régulateur centrifuge 5. A cet effet, l'opérateur allume le servomoteur 15, en tournant le cadran à l'angle approprié, la rotation est effectuée par la vis sans fin 14, les engrenages 13, le capteur selsyn 12, le récepteur selsyn 7 et le réducteur 6.En changeant la pièce Δ simultanément par l'engrenage à vis sans fin 20 et le levier 16, la plaque 18 se déplace dans le plan horizontal avec les guides 19 de la glissière supérieure 17 du châssis de scie et l'inclinaison de la scie 21 change.
Un schéma de principe d'un châssis de scierie 2P80 est illustré à la fig. 2. Son équipement électrique se compose d'un moteur asynchrone d'entraînement d'arbre principal de 125 kW M1, d'un moteur d'entraînement de mécanisme d'inclinaison de cadre de scie M2, d'un moteur de station hydraulique MZ, d'un moteur de pompe de lubrification M4 et d'un système de contrôle automatique, basé sur un entraînement à thyristor avec un moteur à courant continu M5.
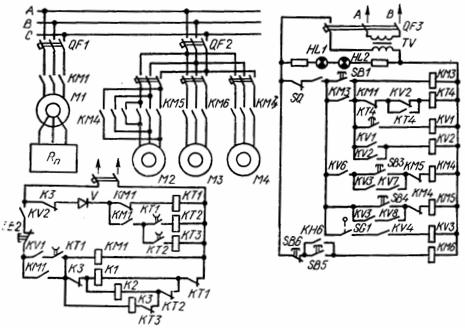
Riz. 2. Schéma électrique du châssis de la scierie 2P80
La protection de courant maximale des moteurs est assurée par des interrupteurs automatiques : QF1 — moteur M1, QF2 — moteurs M2, MZ, M4 et QF3 — circuits de commande. Lorsque QF3 est allumé, les voyants d'avertissement HL1 et HL2 s'allument. Le moteur de l'arbre principal M1 est démarré à l'aide du contacteur linéaire KM1, et le moteur d'entraînement du moteur d'alimentation M5 est démarré à l'aide du contacteur KM2.
Le circuit de commande électrique comprend : des circuits de puissance (moteurs d'entraînement) ; circuits de commande de relais-contacteur et circuits de système de commande automatique basés sur un entraînement à courant continu par thyristor. Pour activer le démarrage de l'entraînement du châssis de la scie lorsque la porte supérieure est ouverte, l'arbre principal et les bandes de sécurité de la courroie trapézoïdale sont retirés, et lorsque le châssis de la scie est arrêté, des interrupteurs de fin de course sont utilisés (dont le blocage est indiqué sur la Fig. 2 avec les lettres SQ).
Le démarrage du moteur M1 à rotor bobiné s'effectue en fonction du temps en fermant séquentiellement les relais d'accélération KT1, KT2 et KT3 qui, avec une temporisation donnée, sortent progressivement trois étages du rhéostat de démarrage Rp à l'aide des contacteurs K1, K2 et K3.
L'appui sur le bouton de démarrage SB1 (voir Fig. 2) active la bobine du contacteur KM3, qui ferme les contacts de puissance KM3 du moteur M4 de la pompe à huile, le contact de fermeture KM3 contourne le bouton SB1.
Le moteur de mouvement principal M1 est démarré lorsque le contact KV1 du relais intermédiaire KV1 est fermé. La bobine de ce relais est alimentée par le contact KT4 du relais temporisé KT4 qui, lorsqu'il est fermé, se ferme avec un retard. Par conséquent, le relais KT4 fournit un retard entre le démarrage du moteur M4 et M1.
Lorsque le relais KV1 est fermé, le relais KV2 est fermé simultanément, le contact de fermeture dont KV2 excite la bobine du contacteur KM1. La bobine KM1, après avoir été alimentée, active les contacts principaux KM1 du circuit d'alimentation du moteur M1, et le rotor du moteur commence à tourner lorsque le rhéostat de démarrage est complètement réglé. Après le fonctionnement des contacteurs d'accélération K1, K2 et K3 avec décélération, le rotor du moteur tournera à la vitesse maximale.
Lorsque le démarrage du moteur M1 est terminé, le contact d'ouverture K3 coupe simultanément le circuit d'alimentation des contacteurs K1 et K2, et le contact K3 dans le circuit de démarrage du moteur du départ M5 se ferme et le prépare au démarrage. Le moteur est arrêté en appuyant sur le bouton SB2.
Le système hydraulique assure la montée et la descente des portes avant et arrière, sur les carters soudés desquels sont montés les rouleaux d'alimentation supérieurs.Les vannes sont relevées en position haute par des vérins hydrauliques entraînés par une centrale hydraulique. L'entraînement de la station hydraulique est assuré par le moteur M3, qui est démarré en appuyant sur un bouton, tandis que la bobine KM6 du démarreur est alimentée, ce qui ferme les contacts principaux de KM6.
L'inclinaison du cadre de la scie peut être contrôlée manuellement (en appuyant sur les boutons SB3 et SB4) ou automatiquement. Avec le contrôle automatique de l'enroulement KM4 du démarreur KM4 ("plus") et KM5 du démarreur KM5 ("moins"), ils sont alimentés via le relais KV3, qui s'allume lorsque le commutateur de mode est en position "Automatique" , c'est-à-dire lorsque le contact SQ1 est fermé.
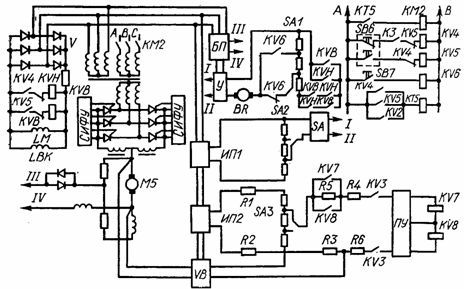
L'alimentation des thyristors se compose d'un moteur à courant continu M5 et d'un convertisseur à thyristors. Le convertisseur à thyristor (Fig. 9.2, c) est activé par le démarreur KM2, via le contact KV3, dont la bobine est alimentée lorsque le contact du relais temporisé KT5, qui est dans son circuit, est fermé. Le relais temporisé KT5 sera excité lorsque les bobines KV4 (mouvement avant) ou KV5 (mouvement arrière) sont excitées.
Si la bûche se coince pendant la coupe, elle se rétracte en inversant le moteur. Le démarrage du moteur du chargeur n'est pas possible sans le moteur M1 en marche. Ceci est assuré par l'inclusion du contact K3 dans le circuit d'alimentation KV4, qui se ferme après la fin du démarrage du moteur M1. Lorsque le démarreur KM2 est activé, le convertisseur et les enroulements de champ LM du moteur sont alimentés.
Si le registre est bloqué, appuyer sur le bouton SB6 éteint les relais KV4 et KVB et les relais KV5 et KVH s'allument.Dans ce cas, le relais KVH ferme ses contacts dans le circuit d'alimentation de l'amplificateur U, qui est inclus dans le convertisseur à thyristors, en conséquence, la polarité de la tension à la sortie du convertisseur change et le moteur change le sens de rotation.

La stabilité de la vitesse de rotation lorsque la charge change est assurée par une rétroaction négative, qui est mise en œuvre par une génératrice tachymétrique BR avec une bobine d'excitation LBL. L'induit BR est connecté à l'entrée de l'amplificateur V. Le transitoire est forcé par l'utilisation du freinage régénératif dans le circuit convertisseur à thyristors.
Le taux d'alimentation est ajusté manuellement et automatiquement. Pour cela, le commutateur SA est réglé. Dans la régulation manuelle du débit d'alimentation, le régulateur de débit est connecté à l'amplificateur U via les circuits I et II. Les contrôleurs de vitesse SA1 - SA3 sont des commutateurs vers des panneaux auxquels des résistances MLT sont connectées.
Le déplacement du contact mobile SA1 modifie le signal de commande qui entre dans le système de contrôle de phase d'impulsion (SPPC) via l'amplificateur PU, ce qui modifie l'angle d'amorçage des thyristors connectés par un circuit redresseur en pont, grâce auquel la vitesse du moteur M5 change.
Pour régler automatiquement la vitesse du moteur M5 via le commutateur SA, SA1 est déconnecté du bloc amplificateur Y et connecté à l'amplificateur Y SA2 - le capteur de diamètre de tourillon. Dans ce cas, SA1 commence à recevoir de l'énergie de SA2, qui est un potentiomètre connecté à l'alimentation de stabilisation IP1 et mis en rotation par le mécanisme de commutation de puissance.
Lorsque le diamètre du tourillon change, le curseur du potentiomètre SA2 se déplace et la valeur de la tension de commande appliquée sur SA1 change, donc la vitesse d'avance change avec la variation du diamètre du tourillon. La valeur de vitesse doit correspondre à la pente du châssis de la scie, la vitesse est contrôlée en commutant SA3.
Le capteur d'inclinaison du cadre de scie SA3 est connecté à une alimentation stabilisée IP2 via les résistances R1 et R2. Il en résulte une contrainte proportionnelle à l'angle d'inclinaison du bâti de scie. Cette tension est comparée à la tension du moteur M5, proportionnelle à la vitesse, prélevée sur l'induit du moteur et envoyée à la résistance R3 via le bloc redresseur VB, elle est soustraite de la tension de sortie du capteur d'inclinaison du cadre de scie.
Avec le moteur en marche arrière, le bloc VB maintient une polarité de référence constante. Le signal de désadaptation est envoyé à l'entrée de l'amplificateur intermédiaire PU via les résistances R4 - R6 et les contacts de fermeture KV3 (fermés pendant le réglage automatique). Le signal est amplifié et envoyé à la sortie PU, à laquelle les relais KV7 et KV8 sont connectés. Ils sont déclenchés en fonction de la polarité du signal d'entrée d'erreur.
Ainsi, à mesure que la vitesse d'alimentation augmente, la tension retirée du moteur augmente et la valeur de désadaptation est négative. Dans ce cas, la relation entre la vitesse d'avance et l'inclinaison du bâti de la scie est rompue. Le signal de sortie amplifié de l'amplificateur PU comprend le relais KV7, dont les contacts de fermeture comprennent la bobine KM4.
Les contacts de fermeture KM4 font tourner le moteur M2 "vers l'avant" - augmentant l'inclinaison du cadre de la scie.Dans le même temps, la tension de sortie sur SA3 est augmentée en déplaçant le curseur du potentiomètre. Le signal de déviation commence à diminuer jusqu'à zéro, après quoi l'augmentation de l'inclinaison du cadre de la scie s'arrête. Cela maintient une correspondance entre la vitesse d'alimentation et l'angle du cadre de la scie.
Le processus de contrôle se déroule de manière similaire avec une diminution de la vitesse d'alimentation, mais le signal d'erreur dans ce cas a un signe positif. Cela provoque l'activation du relais KV8, ainsi que l'inversion de KM5 et du moteur M2. Lorsque la vitesse d'avance diminue, la pente du bâti de la scie diminue également. Lors de la régulation, les contacts du variateur KV7 et KV8 contournent la résistance R5, ce qui permet de forcer le processus.
Au début de la coupe, il est nécessaire d'avoir une vitesse de coupe égale au maximum à 30% de la vitesse d'avance de travail. Cela se fait de la manière suivante. En appuyant sur le bouton SB7, le relais KV6 est excité, dont les contacts sont commutés sur la sortie SA1, de sorte qu'une petite tension de commande est fournie via le contact de fermeture KV6 à l'entrée du convertisseur à thyristor, ce qui crée une faible vitesse de coupe .
Après la fin de l'avance, le bouton SB7 est éteint et l'appareil passe en mode de fonctionnement.L'interruption du système de contrôle automatique de l'inclinaison du cadre de la scie pendant l'avance est assurée en connectant le contact de fermeture KV6 au circuit d'alimentation des bobines de démarrage KM4 et KM5.