Paramètres de la source d'alimentation de soudage
 Les sources de courant de soudage doivent assurer une combustion stable de l'arc, la stabilité des modes de soudage et une maintenance sûre des installations. Ces exigences sont satisfaites par une sélection correcte des paramètres d'alimentation : tension à vide, caractéristiques externes, mode de réglage du courant de soudage.
Les sources de courant de soudage doivent assurer une combustion stable de l'arc, la stabilité des modes de soudage et une maintenance sûre des installations. Ces exigences sont satisfaites par une sélection correcte des paramètres d'alimentation : tension à vide, caractéristiques externes, mode de réglage du courant de soudage.
Les tensions de circuit ouvert sont sélectionnées en fonction de la fiabilité de la formation d'arc et de la sécurité en service. L'augmentation de la tension facilite l'amorçage de l'arc, mais augmente en même temps le risque de blessure pour le soudeur. De plus, une augmentation de la tension en circuit ouvert des alimentations alternatives (transformateurs de soudage) entraîne une augmentation du courant magnétisant et une diminution du cosφ.
Le courant alternatif de la tension d'amorçage de l'arc est de 50 à 55 V, par conséquent la tension en circuit ouvert ne peut pas être inférieure à cette valeur. La limite supérieure des valeurs U® est limitée par les conditions de sécurité et est de 60 à 75 V, et pour les transformateurs de soudage de 2000 A, elle ne doit pas dépasser 90 V.L'arc CC se produit à une tension inférieure, autour de 30 à 40 V. La tension en circuit ouvert du courant d'alimentation CC est comprise entre 45 et 90 V.
Caractéristique externe d'un produit électrique (appareil) - la dépendance de la tension aux bornes d'un produit électrique (appareil) sur le courant traversant la charge connectée à ces bornes. (GOST 18311-80).
Une caractéristique externe des sources de courant de soudage est la dépendance de la tension à ses bornes de sortie Un sur intensité de courant charger

De par la nature de cette dépendance, la caractéristique externe peut être (Fig. 1):
1) tomber,
2) difficile,
3) augmenter.
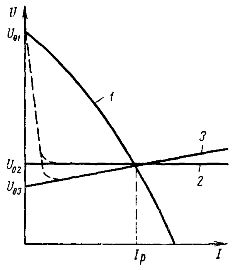
Riz. 1. Types de caractéristiques externes des sources d'alimentation à arc : 1 - chute, 2 - solide, 3 - augmentation.
L'arc et la source d'alimentation forment un système qui sera en équilibre stable si les changements aléatoires de l'intensité du courant diminuent avec le temps, c'est-à-dire que le système reviendra à son état initial.
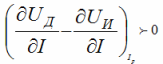
La condition de stabilité en mode statique se réduit au fait que la différence entre les dérivées de la tension par rapport au courant des caractéristiques statiques de l'arc et de la source d'alimentation au point de fonctionnement est positive
La condition est remplie si, avec une caractéristique d'arc descendante, la caractéristique externe de la source d'alimentation sera plus décroissante et avec une caractéristique d'arc montante, la caractéristique externe de la source sera moins montante.
La figure 2 montre les caractéristiques de chute combinées de la source d'alimentation 1 et de l'arc 2. Au moment où l'électrode touche la pièce, le courant de court-circuit traverse le circuit de soudage correspondant au point a.Lorsque l'électrode est retirée, un arc se produit, la tension augmente le long de la courbe 1 jusqu'au point b, correspondant à une combustion stable de l'arc.
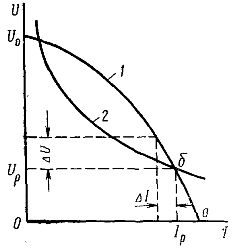
Riz. 2. Caractéristique combinée de la source d'alimentation externe (1) et caractéristique courant-tension de l'arc (2).
La caractéristique externe décroissante est utilisée dans les machines à souder manuelles, où il est nécessaire de garantir la stabilité de l'arc et une petite variation du courant de soudage lors de la modification de la longueur de l'arc. La variation de tension due à une variation de la longueur de l'arc d'une certaine quantité ΔU (Fig. 2) entraîne une légère variation du courant de soudage de ΔAz.
La caractéristique externe décroissante fournit un petit multiple du courant de court-circuit, qui ne doit pas dépasser 1,4. À des courants de court-circuit élevés, la source d'alimentation subit de fortes surcharges et la qualité du soudage et la sécurité du service se détériorent en raison des projections de métal.
Des sources à caractéristiques solides et croissantes sont utilisées pour le soudage à l'arc submergé et dans les gaz de protection (argon, dioxyde de carbone).
Dans la plupart des cas, la caractéristique externe décroissante de l'alimentation est plus appropriée. Dans les sources de courant de soudage, il est créé par une chute de tension dans la source elle-même ou dans une résistance séparée incluse dans le circuit de soudage.
Dans le cas général, l'équation caractéristique externe est non linéaire et a la forme
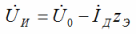
où Uo - tension en circuit ouvert de la source d'alimentation, zd - résistance équivalente totale de la source d'alimentation avec résistance supplémentaire, Azd - courant d'arc.

Régulation du courant de soudage nécessaire lors du soudage de pièces d'épaisseurs différentes.À cette fin, les sources de courant sont équipées de dispositifs de réglage progressif ou en douceur du courant de soudage, qui offrent la possibilité de fonctionner à différentes caractéristiques (Fig. 3).
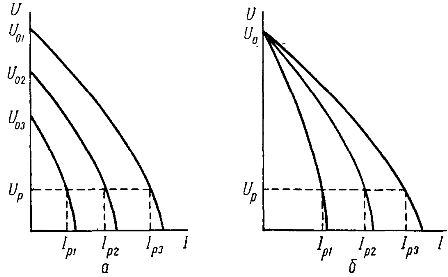
Riz. 3. Caractéristiques externes des sources d'énergie de l'arc lors du réglage du courant de soudage: a - en modifiant la tension en circuit ouvert Uo, b - modification de la résistance équivalente ze.
Le mode de fonctionnement des sources de courant de soudagele travail en mode périodique est caractérisé par la durée relative de PR, qui est la partie du temps de fonctionnement continu sous charge de la durée de l'ensemble du cycle de travail.
PR est généralement exprimé en pourcentage
où τp — temps de fonctionnement continu sous charge, τn — temps de pause, τc est le temps du cycle de travail.
Si la source d'alimentation est déconnectée du réseau pendant la coupure, on ne parle pas de la durée du PR, mais de la durée d'activation du PV, qui est déterminée de la même manière que la durée de fonctionnement (PR).
La durée relative du PR est le paramètre de passeport de la source d'alimentation, qui doit être pris en compte lors du choix d'une source et de son fonctionnement. Le dépassement du PR par rapport au passeport entraîne une surchauffe et des dommages au matériel de soudage.
Lorsque la source fonctionne en mode nominal, le courant admissible est déterminé par le rapport
où l'indice «n» fait référence aux paramètres nominaux et «d» aux paramètres de mode réels. En mode continu PR = 100 %.