Entraînements électriques pour machines CNC
 Les machines à découper les métaux multifonctionnelles modernes et les robots industriels sont équipés d'entraînements électriques multimoteurs qui déplacent les organes exécutifs le long de plusieurs axes de coordonnées (Fig. 1).
Les machines à découper les métaux multifonctionnelles modernes et les robots industriels sont équipés d'entraînements électriques multimoteurs qui déplacent les organes exécutifs le long de plusieurs axes de coordonnées (Fig. 1).
Le contrôle du fonctionnement d'une machine à commande numérique est effectué à l'aide de systèmes standard qui génèrent des commandes conformément à un programme défini sous forme numérique. La création de microcontrôleurs hautes performances et de micro-ordinateurs à puce unique, qui constituent le cœur du processeur programmable, a permis avec leur aide d'effectuer automatiquement de nombreuses opérations géométriques et technologiques, ainsi que d'effectuer un contrôle numérique direct du système d'entraînement électrique et électro-automatisation.
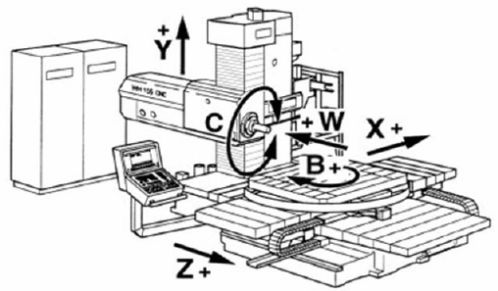
Riz. 1. Système d'entraînement de la fraiseuse CNC
Types d'entraînements électriques pour les machines CNC et leurs exigences
Le processus de découpe du métal est réalisé par un mouvement mutuel de la pièce à traiter et de la lame de l'outil de coupe.Les entraînements électriques font partie des machines à découper les métaux, qui sont conçues pour exécuter et réguler les processus de travail des métaux via un système CNC.
Dans le traitement, il est d'usage de séparer les mouvements principaux qui fournissent des processus de coupe contrôlés lors du mouvement mutuel de l'outil et de la pièce, ainsi que les mouvements auxiliaires qui facilitent le fonctionnement automatique de l'équipement (approche et retrait des outils de surveillance, changement d'outils et etc.).
Les principaux incluent le mouvement de coupe principal, qui a la vitesse et la puissance les plus élevées, qui fournit] la force de coupe nécessaire, ainsi que le mouvement d'avance, qui est nécessaire pour déplacer le corps de travail le long d'une trajectoire spatiale à une vitesse donnée. Pour obtenir la surface du produit avec une forme donnée, les organes de travail de la machine indiquent à la pièce et à l'outil de se déplacer sur la trajectoire souhaitée avec une vitesse et une force définies. Les entraînements électriques donnent des mouvements de rotation et de translation aux organes de travail, dont les combinaisons, à travers la structure cinématique des machines, fournissent les déplacements mutuels nécessaires.
Le but et le type de machine à travailler les métaux dépendent en grande partie de la forme de la pièce fabriquée (corps, arbre, disque). La capacité d'une machine multifonction à générer les mouvements d'outils et de pièces nécessaires lors de l'usinage est déterminée par le nombre d'axes de coordonnées et donc par le nombre d'entraînements électriques interconnectés et la structure du système de commande.
Actuellement, les entraînements sont principalement effectués sur la base de Moteurs à courant alternatif avec contrôle de fréquenceeffectués par les régulateurs du numérique.Différents types d'entraînements électriques sont mis en œuvre à l'aide de modules industriels typiques (Fig. 2).
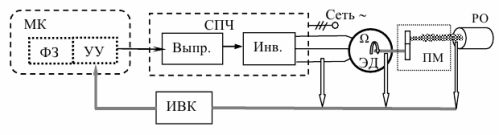
Riz. 2. Schéma fonctionnel typique d'un entraînement électrique
La composition minimale des blocs d'entraînement électrique se compose des blocs fonctionnels suivants :
-
moteur électrique exécutif (ED);
-
convertisseur de puissance de fréquence (HRC), qui convertit la puissance électrique du réseau industriel en une tension d'alimentation du moteur triphasé de l'amplitude et de la fréquence requises ;
-
un microcontrôleur (MC) qui remplit les fonctions d'une unité de commande (CU) et d'un générateur de tâches (FZ).
L'unité industrielle du convertisseur de fréquence de puissance contient un redresseur et un convertisseur de puissance qui génèrent une tension sinusoïdale avec les paramètres nécessaires déterminés par les signaux du dispositif de commande utilisant la commande par microprocesseur du commutateur PWM de sortie.
L'algorithme de contrôle du fonctionnement de l'entraînement électrique est mis en œuvre par le microcontrôleur en générant des commandes obtenues à la suite de la comparaison des signaux du générateur de tâches et des données reçues du complexe informatique (IVC) sur la base du traitement et de l'analyse de signaux d'un ensemble de capteurs.
L'entraînement électrique du moteur principal dans la plupart des applications contient un moteur électrique à induction avec un enroulement de rotor à cage d'écureuil et une boîte de vitesses comme transmission mécanique de la rotation à la broche de la machine. La boîte de vitesses est souvent conçue comme une boîte de vitesses avec changement de vitesse à distance électromécanique.L'entraînement électrique du mouvement principal fournit la force de coupe nécessaire à une certaine vitesse de rotation, et donc le but de la régulation de la vitesse est de maintenir une puissance constante.
La plage nécessaire de contrôle de la vitesse de rotation dépend des diamètres des produits transformés, de leurs matériaux et de nombreux autres facteurs. Dans les machines CNC automatisées modernes, l'entraînement principal exécute des fonctions complexes liées au filetage, à l'usinage de pièces de différents diamètres, et bien plus encore. Ceci conduit à la nécessité de prévoir une très large plage de régulation de vitesse ainsi que l'utilisation d'un entraînement réversible. Dans les machines multifonctions, la plage de vitesse de rotation requise peut être de plusieurs milliers ou plus.
De très grandes plages de vitesse sont également requises dans les feeders. Ainsi, en fraisage de contour, vous devriez théoriquement avoir une plage de vitesse infinie, car la valeur minimale tend vers zéro à certains points. Souvent, le mouvement rapide des corps de travail dans la zone de traitement est également effectué par un alimentateur, ce qui augmente considérablement la plage de changement de vitesse et complique les systèmes de commande d'entraînement.
Dans les départs, des moteurs synchrones et des moteurs à courant continu sans contact sont utilisés, ainsi que dans certains cas des moteurs asynchrones. Les exigences de base suivantes s'appliquent à eux :
-
large gamme de régulation de vitesse;
-
vitesse de pointe élevée ;
-
capacité de surcharge élevée ;
-
hautes performances lors de l'accélération et de la décélération en mode positionnement ;
-
grande précision de positionnement.
La stabilité des caractéristiques du variateur doit être garantie sous des variations de charge, des changements de température ambiante, de tension d'alimentation et bien d'autres raisons. Ceci est facilité par le développement d'un système de contrôle automatique adaptatif rationnel.

Partie mécanique de l'entraînement de la machine
La partie mécanique de l'entraînement peut être une structure cinématique complexe contenant de nombreuses pièces tournant à des vitesses différentes. On distingue généralement les éléments suivants :
-
rotor d'un moteur électrique qui crée un couple (tournant ou freinant);
-
transmission mécanique, t, s. un système qui détermine la nature du mouvement (rotation, translation) et modifie la vitesse du mouvement (réducteur);
-
un corps de travail qui convertit l'énergie du mouvement en travail utile.
Suivi d'entraînement asynchrone du mouvement principal de la machine de découpe de métal
L'entraînement électrique réglable moderne du mouvement principal des machines à métaux CNC est principalement basé sur des moteurs asynchrones avec un enroulement de rotor à cage, ce qui a été facilité par de nombreux facteurs, parmi lesquels il convient de noter l'amélioration de la base d'informations élémentaires et électronique de puissance.
La régulation des modes des moteurs à courant alternatif s'effectue en modifiant la fréquence de la tension d'alimentation à l'aide d'un convertisseur de puissance qui, avec la régulation de fréquence, modifie d'autres paramètres.
Les caractéristiques de l'entraînement électrique de suivi dépendent en grande partie de l'efficacité de l'ACS intégré.L'utilisation de microcontrôleurs hautes performances a fourni de larges opportunités pour l'organisation des systèmes de contrôle des entraînements électriques.
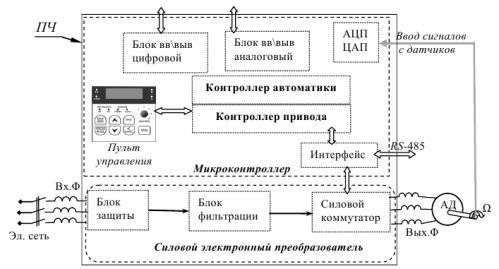
Riz. 3. Structure de commande typique du moteur à induction utilisant un convertisseur de fréquence
Le contrôleur d'entraînement génère des séquences de nombres pour l'interrupteur d'alimentation qui régule le fonctionnement du moteur électrique. Le contrôleur d'automatisation fournit les caractéristiques nécessaires dans les modes de démarrage et d'arrêt, ainsi que le réglage automatique et la protection de l'équipement.
La partie matérielle du système informatique contient également : - des convertisseurs analogique-numérique et numérique-analogique pour saisir les signaux des capteurs et contrôler leur fonctionnement ;
-
modules d'entrée et de sortie pour signaux analogiques et numériques, équipés d'équipements d'interface et de connecteurs de câbles ;
-
blocs d'interface qui effectuent la transmission de données intermodule interne et la communication avec des équipements externes.
Un grand nombre de paramètres du convertisseur de fréquence, introduits par le développeur, en tenant compte des données détaillées d'un moteur électrique particulier, fournissent certaines procédures de contrôle, parmi lesquelles on peut noter :
-
régulation de vitesse à plusieurs niveaux,
-
limite de fréquence supérieure et inférieure,
-
limite de couple,
-
freinage par alimentation en courant continu d'une des phases du moteur,
-
protection contre les surcharges, mais en cas de surcharge et de surchauffe, offrant un mode d'économie d'énergie.
Entraînement basé sur des moteurs à courant continu sans contact
Les entraînements de machines-outils ont des exigences élevées en matière de plage de contrôle de la vitesse, de linéarité des caractéristiques de contrôle et de vitesse, car ils déterminent la précision du positionnement relatif de l'outil et de la pièce, ainsi que la vitesse de leur mouvement.
Les entraînements de puissance ont été mis en œuvre principalement sur la base de moteurs à courant continu, qui avaient les caractéristiques de contrôle nécessaires, mais en même temps, la présence d'un collecteur à balais mécanique était associée à une faible fiabilité, à une complexité de maintenance et à un niveau élevé d'interférences électromagnétiques.
Le développement des technologies de l'électronique de puissance et de l'informatique numérique a contribué à leur remplacement dans les entraînements électriques par des moteurs à courant continu sans contact, ce qui a permis d'améliorer les caractéristiques énergétiques et d'augmenter la fiabilité des machines-outils. Cependant, les moteurs sans contact sont relativement coûteux en raison de la complexité du système de contrôle.
Mais le principe de fonctionnement d'un moteur sans balais est une machine électrique à courant continu avec un inducteur magnétoélectrique sur le rotor et des enroulements d'induit sur le stator. Le nombre d'enroulements du stator et le nombre de pôles des aimants du rotor sont choisis en fonction des caractéristiques requises du moteur. Leur augmentation contribue à améliorer la conduite et la maniabilité, mais conduit à une conception de moteur plus complexe.
Lors de la conduite de machines à couper les métaux, une structure à trois enroulements d'induit, réalisée sous la forme de plusieurs sections connectées, et un système d'excitation d'aimants permanents à plusieurs paires de pôles sont principalement utilisés (Fig. 4).
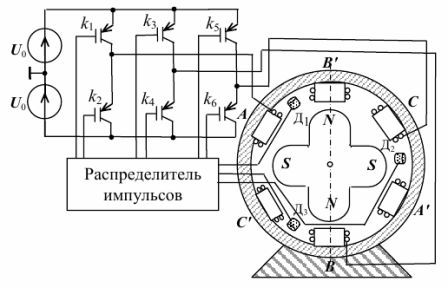
Riz. 4. Schéma fonctionnel d'un moteur à courant continu sans contact
Le couple est formé en raison de l'interaction des flux magnétiques créés par les courants dans les enroulements du stator et les aimants permanents du rotor. La direction constante du moment électromagnétique est assurée par une commutation appropriée alimentant les enroulements du stator en courant continu. La séquence de connexion des enroulements du stator à la source U est réalisée au moyen d'interrupteurs à semi-conducteurs de puissance, qui sont commutés sous l'action des signaux du distributeur d'impulsions lors de l'alimentation en tension des capteurs de position du rotor.
Dans la tâche de régulation des modes de fonctionnement de l'entraînement électrique des moteurs à courant continu sans contact, les problèmes interdépendants suivants sont distingués:
-
développement d'algorithmes, de méthodes et de moyens de contrôle d'un convertisseur électromécanique en affectant des grandeurs physiques disponibles pour la mesure;
-
création d'un système de contrôle automatique de l'entraînement en utilisant la théorie et les méthodes du contrôle automatique.
Entraînement électrohydraulique basé sur un moteur pas à pas
Dans les machines-outils modernes, les entraînements électrohydrauliques conjoints (EGD) sont semi-courants, dans lesquels des signaux électriques discrets provenant d'un système CNC électronique sont convertis par des moteurs électriques synchrones en rotation d'arbre. Le couple développé sous l'action des signaux du contrôleur d'entraînement (CP) du système CNC du moteur électrique (EM) est la valeur d'entrée de l'amplificateur hydraulique connecté via la transmission mécanique (MP) à l'organe exécutif (IO) de la machine-outil (Fig. 5).

Riz. 5. Schéma fonctionnel de l'entraînement électro-hydraulique
La rotation contrôlée du rotor du moteur électrique au moyen de la transformation d'entrée (VP) et de la vanne hydraulique (GR) provoque la rotation de l'arbre du moteur hydraulique (GM). Afin de stabiliser les paramètres de l'amplificateur hydraulique, une rétroaction interne est généralement utilisée.
Dans les entraînements électriques de mécanismes à mouvement marche-arrêt ou à mouvement continu, les moteurs pas à pas (SM) ont trouvé une application, qui sont classés comme un type de moteurs électriques synchrones. Les moteurs pas à pas excités par impulsions sont les mieux adaptés au contrôle numérique direct utilisé dans le contrôle CNC.
Le mouvement intermittent (pas à pas) du rotor à un certain angle de rotation pour chaque impulsion permet d'obtenir une précision de positionnement suffisamment élevée avec une très large plage de variation de vitesse à partir de presque zéro.
Lorsque vous utilisez un moteur pas à pas dans un entraînement électrique, il est contrôlé par un dispositif contenant un contrôleur logique et un interrupteur (Fig. 6).

Riz. 6. Dispositif de commande de moteur pas à pas
Sous l'action de la commande de contrôle de sélection de canal n, le contrôleur d'entraînement CNC génère des signaux numériques pour contrôler le commutateur du transistor de puissance, qui, dans la séquence requise, connecte la tension continue aux enroulements du stator. Pour obtenir de petites valeurs de déplacement angulaire en un pas α = π / p, un aimant permanent avec un grand nombre de paires de pôles p est placé sur le rotor.