Machines à souder à onduleur
 L'énorme intérêt et le pic de popularité qui ont augmenté au cours de la dernière décennie pour les nouvelles conceptions de machines à souder fonctionnant sur le principe des onduleurs sont dus aux principales raisons suivantes :
L'énorme intérêt et le pic de popularité qui ont augmenté au cours de la dernière décennie pour les nouvelles conceptions de machines à souder fonctionnant sur le principe des onduleurs sont dus aux principales raisons suivantes :
-
qualité de couture accrue;
-
la disponibilité des opérations même pour les soudeurs novices grâce à l'inclusion d'un ensemble de fonctions pour le démarrage à chaud, l'anti-collage de l'électrode et la combustion à l'arc;
-
minimiser la conception de l'équipement de soudage, assurer sa mobilité;
-
d'importantes économies d'énergie par rapport aux transformateurs.
Ces avantages sont devenus possibles grâce à un changement dans l'approche de la technologie de création d'un arc de soudage sur une électrode grâce à l'introduction des dernières avancées de la technologie des microprocesseurs.
Comment sont les onduleurs de soudage
Ils sont alimentés en électricité 220 V 50 Hz, qui provient d'une prise électrique ordinaire. (Les appareils fonctionnant dans un réseau triphasé utilisent des algorithmes similaires.) La seule limitation à laquelle vous devez prêter attention est la consommation électrique de l'appareil.Il ne doit pas dépasser le calibre des dispositifs de protection du secteur et les propriétés conductrices du câblage.
La séquence des cinq cycles technologiques utilisés pour créer un arc de soudage à partir de l'onduleur est illustrée sur la photo.
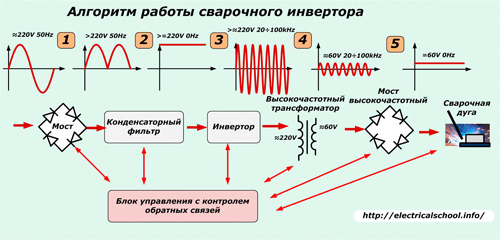
Il s'agit notamment des processus exécutés par :
-
redresseur;
-
filtre de ligne de condenseur ;
-
convertisseur haute fréquence;
-
transformateur abaisseur de tension haute fréquence ;
-
redresseur haute fréquence ;
-
schéma de contrôle.
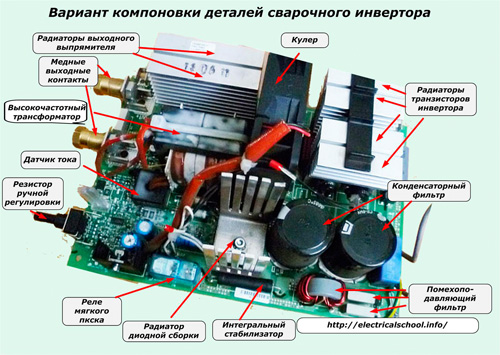
Tous ces appareils sont situés sur la carte à l'intérieur de la boîte. Avec le couvercle retiré, ils ressemblent à ce qui est montré sur la photo.
Redresseur de tension secteur
Il est alimenté en tension alternative d'un réseau électrique fixe par l'intermédiaire d'un interrupteur manuel situé sur le corps. Elle est convertie par un pont de diodes en une valeur pulsée. Toute l'énergie de l'arc de soudage passe à travers les éléments semi-conducteurs de ce bloc. Par conséquent, ils sont sélectionnés avec la marge de tension et de courant nécessaire.
Pour améliorer la dissipation thermique, l'ensemble de diodes, qui est soumis à un échauffement important pendant le fonctionnement, est monté sur des radiateurs de refroidissement, qui sont en outre soufflés par l'air fourni par le ventilateur.
Le chauffage du pont de diodes est contrôlé par un capteur de température réglé sur le mode fusible thermique. En tant qu'élément de protection, lorsque les diodes sont chauffées à +90 ОC, ouvre le circuit de puissance.
Filtre de ligne de condenseur
En parallèle avec le contact de sortie du redresseur, qui crée une tension d'ondulation, deux puissants condensateurs électrolytiques sont connectés pour fonctionner ensemble. Ils lissent les fluctuations d'ondulation et sont toujours sélectionnés avec une marge de tension.En effet, même en mode filtre normal, il augmente de 1,41 fois et atteint 220 x 1,41 = 310 volts.
Pour cette raison, les condensateurs sont sélectionnés pour une tension de fonctionnement d'au moins 400 V. Leur capacité est calculée pour chaque structure en fonction de la puissance du courant de soudage maximal. Il varie généralement de 470 microfarads ou plus pour un seul condensateur.
Filtre d'interférence
Un onduleur de soudage en état de marche convertit suffisamment d'énergie électrique pour provoquer un bruit électromagnétique. De cette manière, il interfère avec le reste des équipements électriques connectés au réseau. Pour les supprimer à l'entrée du redresseur, réglez filtre inductif-capacitif.
Son but est de lisser les perturbations haute fréquence provenant d'un circuit de travail vers le réseau électrique d'autres consommateurs électriques.
Onduleur
La conversion de tension continue en haute fréquence peut se faire selon différents principes.
Dans les onduleurs de soudage, on trouve le plus souvent deux types de circuits fonctionnant sur le principe du "pont incliné" :
-
demi-pont demi-pont convertisseur d'impulsions ;
-
convertisseur d'impulsions en pont complet.
La figure montre une implémentation du premier circuit.
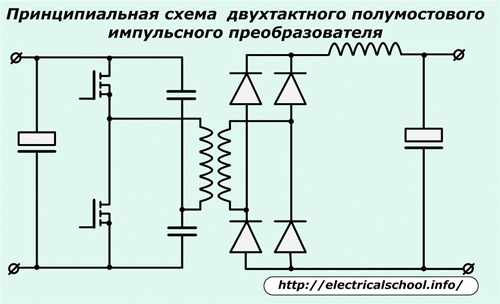
Deux commutateurs à transistors puissants sont utilisés ici. Ils peuvent être assemblés sur des dispositifs à semi-conducteurs en série MOSFET ou IGBT.
Les MOSFET en cascade fonctionnent bien dans les onduleurs basse tension et gèrent également bien les charges de soudage. Pour une charge/décharge rapide de grande capacité, ils ont besoin d'un pilote de poussée avec contrôle de signal anti-phase pour charger rapidement les condensateurs avec un transistor et court-circuiter à la terre pour décharger avec un autre.
Les IGBT bipolaires gagnent en popularité dans les onduleurs de soudage.Ils peuvent facilement transmettre de grandes puissances avec des tensions élevées, mais nécessitent des algorithmes de contrôle plus complexes.
Le schéma d'un convertisseur d'impulsions en demi-pont se retrouve dans les constructions d'onduleurs de soudage de la catégorie de prix moyenne. Il a un bon rendement, il est fiable, il forme un transformateur impulsions rectangulaires avec une haute fréquence de plusieurs dizaines de kHz.
Le convertisseur d'impulsions en pont complet est plus complexe, il comprend deux transistors supplémentaires.
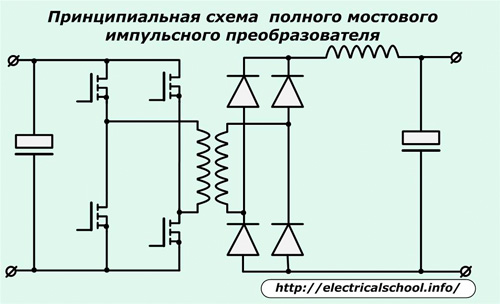
Il exploite pleinement toutes les possibilités d'un transformateur haute fréquence avec des interrupteurs à transistors fonctionnant par paires en mode de deux ponts obliques combinés.
Ce circuit est utilisé dans les onduleurs de soudage les plus puissants et les plus chers.
Tous les transistors clés sont installés sur de puissants dissipateurs thermiques pour évacuer la chaleur. De plus, ils sont en outre protégés des éventuelles pointes de tension par des filtres RC amortissants.
Transformateur haute fréquence
Il s'agit d'une structure de transformateur spéciale, généralement constituée d'un circuit magnétique en ferrite, qui abaisse la tension haute fréquence après l'onduleur avec des pertes minimales jusqu'à un amorçage d'arc stable d'environ 60 à 70 volts.
Des courants de soudage importants pouvant atteindre plusieurs centaines d'ampères circulent dans son enroulement secondaire. Ainsi, lors de la conversion vol. / H énergie avec une valeur de courant relativement faible et une tension élevée dans l'enroulement secondaire, des courants de soudage se forment avec une tension déjà réduite.
En raison de l'utilisation de la haute fréquence et de la transition vers un circuit magnétique en ferrite, le poids et les dimensions du transformateur lui-même sont considérablement réduits, les pertes de puissance dues à l'inversion du magnétisme du fer sont réduites et l'efficacité est augmentée.
Par exemple, un transformateur de soudage de conception ancienne avec un noyau magnétique en fer, fournissant un courant de soudage de 160 ampères, pèse environ 18 kg et un transformateur haute fréquence (avec les mêmes caractéristiques électriques) pèse un peu moins de 0,3 kilogramme.
Les avantages dans le poids de l'appareil et, par conséquent, dans les conditions de travail sont évidents.
Redresseur de sortie de puissance
Il est basé sur un pont assemblé à partir de diodes spéciales à haute vitesse et très haute vitesse capables de répondre à un courant haute fréquence - ouverture et fermeture avec un temps de récupération d'environ 50 nanosecondes.
Les diodes conventionnelles ne peuvent pas faire face à cette tâche. La durée de leur transitoire correspond à environ la moitié de la période de l'harmonique sinusoïdale du courant, soit environ 0,01 seconde. Pour cette raison, ils chauffent et brûlent rapidement.
Le pont de diodes de puissance, comme les transistors du transformateur haute tension, est placé sur les dissipateurs thermiques et protégé par un circuit RC d'amortissement contre les pointes de tension.
Les bornes de sortie du redresseur sont réalisées avec des cosses en cuivre épaisses pour une connexion sécurisée des câbles de soudage au circuit d'électrode.
Caractéristiques du schéma de contrôle
Toutes les opérations de l'onduleur de soudage sont contrôlées et contrôlées par le processeur via une rétroaction à l'aide de divers capteurs, ce qui fournit des paramètres de courant de soudage presque idéaux pour assembler tous les types de métaux.
Grâce à des charges précisément dosées, les pertes d'énergie lors du soudage sont considérablement réduites.
Pour faire fonctionner le circuit de commande, une tension stabilisée constante est fournie par l'alimentation, qui est connectée en interne aux circuits d'entrée 220 V.Cette tension vise à :
-
ventilateur de refroidissement pour radiateurs et panneaux ;
-
relais de démarrage progressif ;
-
indicateurs LED ;
-
alimentation du microprocesseur et de l'amplificateur opérationnel.
Le relais pour l'onduleur de démarrage progressif est clair à partir du nom. Il fonctionne sur le principe suivant : au moment de la mise sous tension de l'onduleur, les condensateurs électrolytiques du filtre réseau commencent à se charger très fortement. Leur courant de charge est très élevé et peut endommager les diodes de redressement.
Pour éviter cela, la charge est limitée par une résistance puissante qui, avec sa résistance active, réduit le courant d'appel initial. Lorsque les condensateurs sont chargés et que l'onduleur commence à fonctionner en mode de conception, le relais de démarrage progressif s'active et, via ses contacts normalement ouverts, manipule cette résistance, la retirant ainsi des circuits de stabilisation.
Presque toute la logique de l'onduleur est enfermée à l'intérieur du contrôleur à microprocesseur. Il contrôle le fonctionnement des puissants transistors du convertisseur.
La protection contre les surtensions des transistors de puissance de grille et d'émetteur est basée sur l'utilisation de diodes Zener.
Un capteur est connecté au circuit d'enroulement du transformateur haute fréquence - un transformateur de courant qui, avec ses circuits secondaires, envoie un signal proportionnel en amplitude et en angle pour le traitement logique. De cette manière, la force des courants de soudage est contrôlée pour les affecter lors du démarrage et du fonctionnement de l'onduleur.
Pour contrôler l'amplitude de la tension d'entrée à l'entrée du redresseur secteur de l'appareil, un microcircuit amplificateur opérationnel est connecté.Il analyse en permanence les signaux de la protection de tension et de courant, déterminant le moment d'une situation d'urgence lorsqu'il est nécessaire de bloquer le générateur en fonctionnement et de déconnecter l'onduleur de l'alimentation électrique.
Les déviations maximales de la tension d'alimentation sont contrôlées par un comparateur. Il se déclenche lorsque des valeurs énergétiques critiques sont atteintes. Son signal est traité séquentiellement par des éléments logiques pour éteindre le générateur et l'onduleur lui-même.
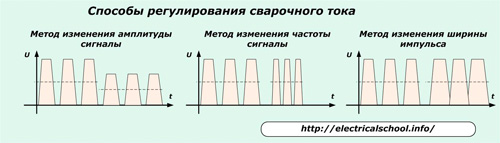
Pour le réglage manuel du courant de l'arc de soudage, un potentiomètre de réglage est utilisé, dont le bouton est amené sur le corps de l'appareil. La modification de sa résistance permet d'utiliser l'une des méthodes de contrôle, affectant :
-
amplitude en / h tension de l'onduleur ;
-
fréquence des impulsions à haute fréquence ;
-
durée de pouls.
Règles de fonctionnement de base et causes des pannes des onduleurs de soudage
Le respect des équipements électroniques complexes est toujours la clé de leur fonctionnement durable et fiable. Mais, malheureusement, tous les utilisateurs n'appliquent pas cette disposition dans la pratique.
Les onduleurs de soudage fonctionnent dans des ateliers de production, sur des chantiers de construction ou sont utilisés par des artisans à domicile dans des garages personnels ou des chalets d'été.
Dans un environnement de production, les onduleurs souffrent le plus souvent de la poussière qui s'accumule à l'intérieur du boîtier. Ses sources peuvent être n'importe quel outil ou machine à travailler les métaux, traitement des métaux, béton, granit, briques. Ceci est particulièrement fréquent lorsque l'on travaille avec des meuleuses, des maçons, des perforateurs...
La prochaine raison de la défaillance survenue lors du soudage est la création de charges non standard sur le circuit électronique par un soudeur inexpérimenté.Par exemple, si vous essayez de couper l'armure frontale d'une tour de réservoir ou d'un rail de chemin de fer avec un onduleur de soudage à faible puissance, le résultat d'un tel travail est prévisible sans équivoque : combustion de composants électroniques IGBT ou MOSFET.
À l'intérieur du circuit de commande, un relais thermique fonctionne, qui protège contre l'augmentation progressive des charges thermiques, mais il n'aura pas le temps de réagir à des sauts aussi rapides des courants de soudage.
Chaque onduleur de soudage est caractérisé par le paramètre «PV» - la durée d'allumage par rapport à la durée de la pause d'arrêt, qui est indiquée dans le passeport technique. Le non-respect de ces recommandations de l'usine entraîne des accidents inévitables.
Un traitement négligent de l'appareil peut se traduire par un mauvais transport ou transport, lorsque le corps est exposé à des chocs mécaniques externes ou à des vibrations du châssis d'une voiture en mouvement.
Parmi les employés, il existe des cas de fonctionnement d'onduleurs présentant des signes évidents de dysfonctionnements nécessitant un retrait immédiat, par exemple un desserrage des contacts qui fixent les câbles de soudage dans les prises du boîtier. Et la remise d'équipements coûteux à du personnel non qualifié et mal formé entraîne également généralement des accidents.
À la maison, des chutes de tension d'alimentation se produisent souvent, en particulier dans les coopératives de garage, et le soudeur n'y prête pas attention et essaie de faire son travail plus rapidement, "serrant" tout ce dont il est capable et incapable de l'onduleur ...
Le stockage hivernal d'équipements électroniques coûteux dans un garage mal chauffé ou même dans un hangar entraîne le dépôt de condensat de l'air sur les cartes, l'oxydation des contacts, l'endommagement des pistes et d'autres dommages internes.De même, ces appareils souffrent d'un fonctionnement à basse température en dessous de -15 degrés ou de précipitations atmosphériques.
Le transfert de l'onduleur à un voisin pour des travaux de soudage ne se termine pas toujours par un résultat favorable.
Cependant, les statistiques générales des ateliers montrent que pour les propriétaires privés, le matériel de soudage fonctionne plus longtemps et mieux.
Défauts de conception
Les onduleurs de soudage des anciennes versions sont moins fiables transformateurs de soudage… Et leur conception moderne, en particulier des modules IGBT, a déjà des paramètres comparables.
Pendant le processus de soudage, une grande quantité de chaleur est générée à l'intérieur du boîtier. Le système utilisé pour retirer et refroidir les cartes de circuits imprimés et les éléments électroniques, même dans les modèles de milieu de gamme, n'est pas très efficace. Par conséquent, pendant le fonctionnement, il est nécessaire d'observer des interruptions pour réduire la température des pièces internes et des appareils.
Comme tous les circuits électroniques, les dispositifs onduleurs perdent leur fonctionnalité avec une humidité et une condensation élevées.
Malgré l'inclusion de filtres antibruit dans la conception, des interférences haute fréquence assez importantes pénètrent dans le circuit d'alimentation. Les solutions techniques qui éliminent ce problème compliquent considérablement l'appareil, ce qui entraîne une forte augmentation du prix de tous les équipements.